Pieds à coulisse
Pieds à coulisse Micromètres
Micromètres Cales et Piges
Cales et Piges Comparateurs
Comparateurs Duromètres
Duromètres Indicateurs à levier
Indicateurs à levier Jauges de profondeur
Jauges de profondeur Mesureurs d'épaisseur
Mesureurs d'épaisseur Mesureurs de revêtement
Mesureurs de revêtement Palpeurs
Palpeurs Rugosimètres
Rugosimètres Supports
Supports Trusquins
Trusquins Clés dynamométriques
Clés dynamométriques Bagues et tampons
Bagues et tampons Compas
Compas Equerres
Equerres Jauges et calibres
Jauges et calibres Marbres
Marbres Rapporteurs d'angle
Rapporteurs d'angle Réglets et Règles
Réglets et Règles Etaux et Cales de fraisage
Etaux et Cales de fraisage Vés et prismes
Vés et prismes Bacs à ultrasons
Bacs à ultrasons Centrage
Centrage Cylindres et bancs
Cylindres et bancs Equerres de montage
Equerres de montage Forets
Forets Niveaux
Niveaux Mesureurs d'angle
Mesureurs d'angle Outils de tour
Outils de tour Tarauds et filières
Tarauds et filières Accessoires machine-outils
Accessoires machine-outils Craies, feutres, crayons
Craies, feutres, crayons Graveurs
Graveurs Marques à frapper
Marques à frapper Pointeaux
Pointeaux Pointes à tracer
Pointes à tracer Jauges de traçage
Jauges de traçage Vignettes à jour
Vignettes à jour Balances
Balances Balances compteuse
Balances compteuse Balances pour palette
Balances pour palette Dynamomètres
Dynamomètres Dynamomètres traction & compression
Dynamomètres traction & compression Poids
Poids Mesures roulantes
Mesures roulantes Mesures TAJIMA
Mesures TAJIMA Mesures pliantes
Mesures pliantes Lasermètres, télémètres
Lasermètres, télémètres Odomètres
Odomètres Endoscopes
Endoscopes Jumelles
Jumelles Lampes loupe
Lampes loupe Loupes
Loupes Lampes frontales, loupes de tête
Lampes frontales, loupes de tête Lampes d'inspection à leds
Lampes d'inspection à leds Microscopes
Microscopes Anémomètres
Anémomètres Caméras thermiques
Caméras thermiques Chronomètres
Chronomètres Compteurs - Comptes mètres
Compteurs - Comptes mètres Humidimètres
Humidimètres Luxmètres
Luxmètres Mesureurs de vibrations
Mesureurs de vibrations Ph-mètres - Testeur d'eau
Ph-mètres - Testeur d'eau Pollution de l'air - Détection d'ondes
Pollution de l'air - Détection d'ondes Réfractomètres
Réfractomètres Sonomètres
Sonomètres Stations météo
Stations météo Tachymètres
Tachymètres Thermomètres hygromètres
Thermomètres hygromètres Thermomètres sans contact
Thermomètres sans contact Multimètres
Multimètres Pinces ampèremétriques
Pinces ampèremétriques Testeurs d'isolation, de terre
Testeurs d'isolation, de terre Détecteurs de courant, de fils électriques
Détecteurs de courant, de fils électriques Boussoles, altimètres
Boussoles, altimètres Cordeaux, plombs
Cordeaux, plombs Curvimètres, planimètres
Curvimètres, planimètres Cutters, couteaux
Cutters, couteaux Détecteurs de métaux
Détecteurs de métaux Emetteurs récepteurs
Emetteurs récepteurs Equerres
Equerres Lasers de chantier
Lasers de chantier Lecteur d'angle
Lecteur d'angle Niveaux
Niveaux Niveaux de chantier
Niveaux de chantier Trépieds
Trépieds Accessoires topographie
Accessoires topographie Protections tête
Protections tête Vêtements
Vêtements

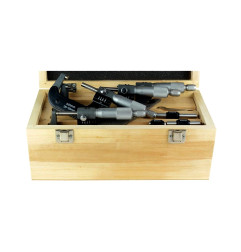
Micromètre d'extérieur de 0 à 200 mm
- Lecture précise au 0,01 mm
- Touches carbure Ø 6,5 mm résistantes à l'usure
- Livré avec coffret, clé et étalon dès 25 mm
- Disponible en plusieurs capacités, au choix
10,70 €
HT
Prix